


 2023/8/1 18:54:02
2023/8/1 18:54:02
 3676
3676
錫鉛焊料合金
錫在常溫下耐氧化性好,是一種質地軟、延展性好的低熔點金屬;鉛不但化學性能穩定,抗氧化、耐腐蝕,而且是軟質金屬,塑造性、鑄造性、潤滑性好,很容易加工成型;
鉛與錫有良好的互溶性,在錫中添加不同比例的鉛能組成高、中、低溫各種用途的焊料;
特別是 63Sn-37Pb共晶焊料,其導電性、化學穩定性、機械特性和工藝性都非常優異,熔點低,焊點強度高,
是一種極為理想的電子焊接材料。因此,63Sn-37Pb共晶錫鉛焊料是近一個世紀以來最主要的電子焊接材料。
Sn可與 Pb、Ag、Bi、In 等金屬元素組成高、 中、低溫各種用途的焊料,見表 3-3。
表3-3 常用的錫鉛焊料合金組分及其固相線、液相線溫度
合金組分 | 固相線(℃) | 液相線(℃) | 合金組分 | 固相線(℃) | 液相線(℃) |
Sn-37Pb | 183 | 183 | Sn-36Pb-2Ag | 179 | 179 |
Sn-40Pb | 183 | 188 | Sn-88Pb-2Ag | 268 | 290 |
Sn-40Pb | 183 | 215 | Sn-43Pb-14Bi | 135 | 165 |
Sn-90Pb | 268 | 301 | Pb-1.5Ag-1Sn | 309 | 309 |
Sn-95Pb | 300 | 314 |
錫的基本物理和化學特性
錫是銀白色有光澤的金屬,常溫下耐氧化性好,暴露在空氣中仍能保持光澤度;其密度為7.298g/cm3(15℃), 熔點為 232℃, 是一種質地軟、 延展性好的低熔點金屬。
1.錫的相變現象
錫的相變點為 13.2℃。高于相變點溫度時是白色β-Sn;低于相變點溫度時開始變成粉末狀。發生相變時體積會增加 26%左右。
低溫錫相變將使釬料變脆,強度幾乎消失。在-40℃附近相變速度最快,低于-50℃時,金屬錫變為粉末狀的灰錫。因此,純錫不能用于電子組裝。
2.錫的化學性質
① 錫在大氣中有較好的抗腐蝕性,不容易失去光澤,不受水、氧氣、二氧化碳的作用。
②錫能抗有機酸的腐蝕,對中性物質來說,有較高的抗腐蝕性。
③錫是一種兩性金屬,能與強酸和強堿起化學反應,不能抗氯、碘、苛性鈉和堿等物質的腐蝕。因此對于那些在酸性、堿性、鹽霧環境下使用的組裝板,需要三防涂覆保護焊點。
3.液態錫的易氧化性
錫在固態時不易氧化,然而在熔化狀態下極易氧化,生成黑色的 SnO。溫度越高,錫的流動速度越快,氧化速度也越快。錫基焊料的防氧化措施如下。
①加入防氧化油。
②使用活性炭類的固體防氧化劑。
③使用防氧化焊料。
④采用N?保護,或采用氣相(相當于真空)焊接。
4. 浸析現象
浸入液態焊料中的固體金屬會產生溶解,生產中將這種現象稱為浸析現象或溶蝕現象,俗稱“被吃”。
金、銀、銅等金屬元素在液態錫基焊料中均有較高的溶解速度,如圖3-1(a)所示。
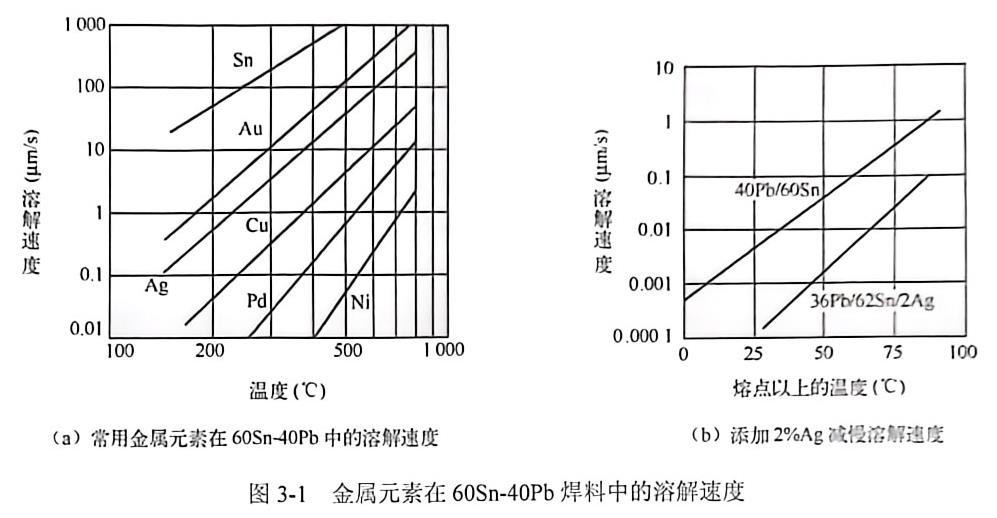
影響浸析的因素主要有被焊金屬合金元素與焊料合金元素之間的親和力和互溶性、焊料的溫度、流動速度等。溫度上升,溶解速度增大; 焊料流動速度增大,溶解速度也增大。
在波峰焊中,銅的浸析很嚴重;再流焊時也可能發生浸析現象。例如,在焊接銀-鈀合金端電極的片式元件時,銀-鈀電極中的銀會溶解到錫基焊料中,焊后造成端頭脫落,俗稱“脫帽”現象。
通常在 Sn-Pb焊料中添加2%左右的 Ag可以減輕浸析現象。這是由于在錫基焊料中有了一定濃度Ag,可以減慢端頭中 Ag 在熔融錫基焊料中的溶解速度。
5. Sn和許多金屬元素容易形成金屬間化合物
正是由于這一特性,使 Sn能夠與多種金屬在幾秒鐘內完成擴散、溶解、冶金結合,形成焊點。
但也是因為這一特性,容易使金屬間化合物生長過快,造成焊點界面金屬間化合物厚度過厚而使焊點變脆、機械強度變差,導致焊點提前失效。
6.錫的晶須問題
晶須(Whisker) 是指從金屬表面生長出的細絲狀、針狀單晶體,它能在固體物質的表面生長出來。
Sn 晶須主要發生在元器件引腳和焊端表面電鍍層上。錫晶須增長會引發窄間距 QFP發生短路故障,引起電子產品可靠性問題。
Sn晶須的產生原因、危害、 形態等.
抑制Sn晶須生長的措施:
①措施1:鍍暗Sn。鍍Sn不加增光劑(鍍暗Sn),對抑制 Sn晶須生長有一定效果。
②措施2:熱處理。表面鍍層的熱處理有 3 種方法:退火、熔化和回流。鍍Sn 后放在烘箱中烘150℃/2h 或170℃/1h,可達到退火的作用;
不采用電鍍,采用熱浸(Hot Dip);鍍Sn后回流一次,可以將鍍層熔化再凝固。
③措施3:中間鍍層。中間鍍層是指在鍍 Sn前先鍍一層其他金屬元素作為阻擋層,然后再鍍Sn。最常用的中間鍍層材料為 Ni。
④ 措施4: 鍍層合金化。在Sn中添加Pb、Ag、 Bi、 Cu、Ni、Fe、Zn等金屬元素可以有效抑制Sn晶須生長。大都采用Sn-Ni鍍層, 日本、韓國的無鉛元件有采用Sn-Bi鍍層的。
⑤措施5:增加鍍Sn層厚度。一般鍍Sn層厚度增加到8~10μm。
3.1.2 鉛的基本物理和化學特性
鉛是一種藍灰色金屬,新暴露在空氣中的鉛表面有光亮的金屬光澤,很快呈暗灰色。密度為11.34g/cm3,熔點為 327.4℃。
鉛的密度大,膨脹系數大,導電、導熱性能比錫差,因此純金屬鉛不宜用于電子裝聯。
鉛的化學性能穩定、抗氧化、耐腐蝕,與錫有良好的互溶性,焊點表面很光滑。
3.1.3 63Sn-37Pb錫鉛共晶合金的基本特性
1. 密度
Sn-Pb共晶合金的密度為8.5g/cm3。
2. 相變溫度
從Sn-Pb合金二元金相可以看出,在所有的 Sn-Pb合金配比中,只有63Sn-37Pb合金配比有共晶點,
所以63Sn-37Pb配比的Sn-Pb合金稱為共晶合金。對于 Sn/Pb共晶合金的組分,國際上也有微量的差異,
有的研究機構認為是62.7Sn-37.3Pb,有的研究機構(日本) 認為是 61.9Sn-38.1Pb,
目前大家都把 63Sn-37Pb稱為共晶合金。
在應用中,液相線溫度等于熔點溫度,固相線溫度等于其軟化溫度。對于給定的合金成分,在液相線和固相線之間的溫度范圍是液相和固相共存范圍,
被認為是塑性范圍或黏稠范圍。液相線溫度與固相線溫度相等的合金組分,稱為共晶合金,此溫度稱為共晶點或共晶線。共晶合金在升溫時只要到達共晶點溫度,立即從固相變成液相;
反之,冷卻凝固時只要降到共晶點溫度,立即從液相變成固相。因此共晶合金在熔化和凝固過程中沒有塑性范圍。
合金凝固溫度范圍對焊接的工藝性和焊點質量影響極大,塑性范圍大的合金,在合金凝固、形成焊點時需要較長時間。
如果在合金凝固期間 PCB 和元器件有任何振動,都會造成“焊點擾動”.有可能會使焊點開裂。因此,選擇焊料合金時應盡量選擇共晶或近共晶合金。
大多數冶金專家建議將塑性范圍控制在 10℃以內。為了保證焊點在最惡劣環境下的可靠性,建議焊料合金的液相線溫度(熔點)應至少高于工作溫度上限值的兩倍。
3.電導率
電導率是物質傳送電流的能力。63Sn-37Pb共晶合金的電導率較高,達到11.6mS/cm.
4.熱導率
熱導率高,導熱性好。焊料的熱導率隨溫度的增加而減小。
5.熱膨脹系數(CTE)
CTE 是 SMT業界關注和努力改進的問題。PCB、焊料、元器件焊端或引線的 CTE 不匹配將增加焊點上的應力和應變,縮短焊點的壽命,導致早期失效。
6.黏度與表面張力
黏度與表面張力是潤濕性的重要性能。
7.冷凝收縮現象
表3-4 63Sn-Pb37合金的物理性能
合金成分 | 密度 (g/mm3) | 熔點 (℃) | 熱膨脹系數(×10°) | 熱導率 (Wm'K') | 電導率 (%ACS) | 電阻系數 表面張力(μΩ·cm) (200℃mNm2) |
63Sn-Pb37 | 85 | 183 | 23.9 | 50 | 11.5 | 15 481 |
3.1.4 鉛在焊料中的作用
① 降低熔點,有利于焊接。
②改善機械性能,提高錫鉛合金的抗拉強度和剪切強度。
③降低表面張力和黏度,增大液態焊料的流動性和潤濕性。
④ 抗氧化。鉛是穩定的金屬,不易氧化,使焊點抗氧化性能增加。
⑤鉛的潤滑性使 Sn-Pb焊膏印刷時有一定的潤滑作用。
⑥錫中加入鉛可以避免灰錫的影響。
⑦避免產生晶須,含錫量在70%以下的各種錫一鉛焊料,都可以避免錫晶須的產生。
3.1.5 錫鉛合金中的雜質及其影響
①鋅(Zn)含量達到0.01%時,焊料的流動性和潤濕性變差,明顯影響焊點的外觀。
②鋁(A1)含量達0.001%時,影響焊料的流動性和潤濕性,而且容易發生氧化和腐蝕。
③鎘(C4) 具有降低熔點的作用,并能使焊料的品粒變得粗大而失去光澤。鎘含量超過0.001%,就會降低流動性,焊料會變脆。
④銻(Sb)可使焊料的機械強度和電阻增大,當其含量在0.3%~3%時,焊點成型極好;如果含量在6%以內,不但不會出現不良影響,
還可以使焊點的強度增加,增大焊料的蠕變阻力,
所以可用在高溫焊料中。但是,當含量超過6%時,焊料會變得脆而硬,流動性和潤濕性變差,抗 腐蝕性減弱。
另外,含銻的焊料不適于含鋅的母材。
⑤銅(Cu) 的熔點高,能夠增大結合強度。當其含量在 1%以內時,會使蠕變阻力增加。焊料中含有少量的銅可以抑制焊錫對電烙鐵頭的熔蝕,但銅含量超過 1%會使焊料熔點上升,流動性變差,焊點易產生拉尖、橋接等缺陷,因此銅含量是經常檢測的項目。
⑥鐵(Fe) 可使焊料熔點增高,不易操作,還會使焊料帶上磁性。
⑦鉍(Bi)可使焊料熔點下降并且變脆。
⑧砷(As)即使含量很少也會增大硬度和脆性,影響焊點外觀,但可使流動性略有提高。
⑨磷(P)含量過大時會溶蝕烙鐵頭,微量磷能夠增加焊料的流動性。
錫鉛焊料合金中雜質的標準容許限值見表3-5。
表3-5 錫鉛焊料合金中有害雜質含量一覽表(J-STD-006)
雜質金屬 | 允許含量(%) | 雜質金屬 | 允許含量(%) | 雜質金屬 | 允許含量(%) |
銀(Ag) | <0.05 | 金(Au) | <0.05 | 銻(Sb) | <0.50 |
砷(As) | <0.03 | 鎘(Cd) | <0.002 | 鐵(Fe) | <0.02 |
鉍(Bi) | <0.10 | 銅(Cu) | <0.08 | 鎳(Ni) | <0.01 |
鋁(Al) | <0.005 | 銦(In) | <0.10 | 鋅(Zn) | <0.003 |
-
2023/12/30 14:24:30
pcba生產流程
-
2023/12/29 16:43:21
深圳pcba十大企業
-
2023/12/28 16:54:54
pcba板上有哪些電子元器件
-
2023/12/27 11:51:14
上海工程技術大學與恒天翊電子有限公司合作共贏,校外實習基地成果豐碩
-
2023/12/23 17:28:02
SMT 元件與傳統元件的區別
-
2023/12/22 16:53:14
SMT貼片加工提高效率方法
-
2023/12/21 16:35:57
SMT貼片加工材料選用:要求、標準、方法
-
2023/12/20 17:21:20
恒天翊SMT貼片加工廠,助您實現高效生產 | 全面支持SMT加工服務
-
2023/12/15 15:24:09
SMT貼片加工行業趨勢
-
2023/12/14 16:33:47
SMT制程規范及SMT制程常見異常

 18902846986
18902846986恒天翊堅信質量是產品的靈魂,嚴守每一項標準、生產的每一道工藝、服務的每一個細節!