


 2023/7/29 17:07:12
2023/7/29 17:07:12
 672
672
印刷機金屬模板印刷焊膏工藝
目前應用最多的是全自動印刷機金屬模板印刷焊膏工藝,
半自動印刷機主要應用在小批量、多品種的半自動生產線。
半自動和全自動印刷機的原理與操作方法、印刷工藝基本相同,
半自動印刷機只是不能連線, 需要人工上、下板。
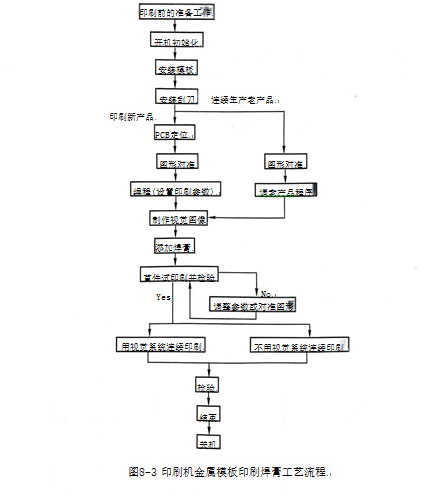
1. 工藝流程(見圖8-3)
2.印刷前的準備工作及開機
①準備焊膏。
●按產品工藝文件的規定選用焊膏。
●焊膏的使用要求按本章8.2節的有關條款執行。
印刷前用不銹鋼攪拌棒將焊膏向一個方向連續攪拌均勻,或采用焊膏攪拌機攪拌。
②檢查模板應完好無損,漏孔完整、不堵塞。
③開機。
3.安裝模板和刮刀
①應先安裝模板,后安裝刮刀。
②安裝刮刀時應選擇比PCB 印刷寬度長20mm的不銹鋼刮刀一付,并調節導流板的高度,使導流板的底面略高于刮刀的底面。
注意:印刷焊膏一般應選擇不銹鋼刮刀,不銹鋼刮刀有利于提高印刷精度。
4.圖形對位
圖形對位是通過對工作臺或對模板X、 Y、 θ的精細調整,使 PCB的焊盤圖形與模板漏孔圖形完全重合。
究竟調整工作臺還是調整模板,要根據印刷機的構造而定,目前多數印刷機的模板是固定的,這種方式的印刷精度比較高。
①將 PCB放在設定好軌道寬度的工作臺上,傳送到印刷位置進行夾緊。
②測量 PCB的對角兩個基準點的坐標,輸入到印刷機。
③印刷機的相機會自動行進到兩個基準點的位置,進行基準點的學習。
④基準點學習示教完成后,圖形對位檢查。
⑤圖形對位完成。如果對位不精確,則需要進行印刷偏移的補償。
5.設置印刷參數
設置印刷參數要根據印刷機的功能和配置進行,一般設置以下關鍵參數。
①印刷速度:一般設置為 15~40mm/s,有窄間距、高密度圖形時,速度要慢一些。
②刮刀壓力: 一般設置為2~15kg/cm2。
③模板分離速度:有窄間距、高密度圖形時,速度要慢一些。
④設置模板清洗模式: 一般設為一濕一真空吸一干。
⑤設置模板清洗頻率:窄間距時最多可設置為每印1 塊板清潔一次; 無窄間距時可設置為20、50等;還可以不清洗, 以保證印刷質量為準。
⑥設置檢查頻率:設置印刷多少塊 PCB進行一次質量檢查,檢查時機器會自動停止印刷。
⑦設置印刷遍數(一般為一遍或兩遍)。
6.添加焊膏
①首次添加焊膏。用小刮勺將焊膏均勻沿刮刀寬度方向施加在模板的漏印圖形后面,注意不要將焊膏施加到模板的漏孔上。焊膏量不要加得太多,
能使印刷時沿刮刀寬度方向形成φV~15mm 左右的圓柱狀即可,印刷過程中隨時添加焊膏可減少焊膏長時間暴露在空氣中吸收水分或因溶劑揮發使焊膏黏度增加而影響印刷質量。
②在印刷過程中補充焊膏時,必須在印刷周期結束時進行。
7.首件試印刷并檢驗
①按照印刷機的操作步驟進行首件試印刷。
②印刷完畢檢查首件印刷質量(首件的檢測方法與印刷工序中的檢測方法是相同的)。
③不良品的判定和調整(參照表8-3)。
8. 連續印刷生產
對印刷質量不合格品的處理方法:
①如果只有個別焊盤漏印,可用手動點膠機或細針補焊膏。
②如果大面積不合格,必須用無水乙醇超聲清洗或刷洗干凈,
將 PCB板面和通孔中殘留的焊膏全部清洗掉,并晾干或用吹風機吹干后再印刷。
PCB 板面和通孔中殘留的焊膏會引起小錫球。
9. 檢驗
由于印刷焊膏是保證 SMT組裝質量的關鍵工序,因此必須嚴格控制印刷焊膏的質量。
有窄間距(引線中心距 0.65mm以下)時,必須全檢。
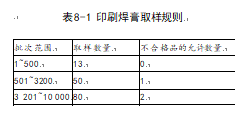
無窄間距時,可以定時(如每小時一次)檢測,也可以按表 8-1所示取樣規則抽檢。
焊膏印刷過程在 SMT生產中相對其他工序是非常不穩定的。根據眾多公司和大學的研究發現,這個過程最大變化量達 60%。
這是由于焊膏印刷過程中涉及很多相關的工藝參數,大約有35 個參數需要得到控制。
這些參數包括焊膏類型、環境條件(溫度、濕度等)、模板類型(化學腐蝕、激光切割、激光切割拋光、 電鑄成型)、
模板厚度、開孔形狀、寬厚比、面積比、印刷機型號、刮刀、印刷頭技術、印刷速度,等等。這些因素大大降低了印刷的重復精度。
一般密度采用 2D SPI檢測就可以了。可以整板測試或局部檢測,整板測試的測試點應選在印刷面的上、下、左、右及中間 5 點;
局部檢測一般用于板面上高密度處及 BGA、CSP等器件的檢測。要求焊膏厚度范圍在模板厚度的-10%~+15%之間。
對窄間距 QFP、CSP、01005、POP等封裝,應采用3D SPI 焊膏檢查機檢測。
(2)檢驗標準
檢驗標準按照本單位制定的企業標準或參照其他標準(如 IPC 標準或 SJ/T10670—1995表面組裝工藝通用技術要求)執行。
10.結束及關機
當完成一個產品的生產或結束一天的工作時,必須將模板、刮刀全部清洗干凈。
①卸下刮刀,用專用擦拭紙蘸無水乙醇,將刮刀擦洗干凈,然后安裝在印刷頭或收到工具柜中。
③清洗模板,有兩種方法。
方法1:清洗機清洗。用模板清洗設備,清洗效果是最好的。
方法2: 手工清洗。
用專用擦拭紙蘸無水乙醇,將焊膏清除,若漏孔堵塞,可用軟牙刷配合,切勿用堅硬針捅。
用壓縮空氣槍將模板漏孔中的殘留物吹干凈。
將模板裝在貼裝機上,否則收到工具柜中。
注意:拆卸模板和刮刀的順序為,先拆刮刀,后拆模板, 以防損壞刮刀。
-
2023/12/30 14:24:30
pcba生產流程
-
2023/12/29 16:43:21
深圳pcba十大企業
-
2023/12/28 16:54:54
pcba板上有哪些電子元器件
-
2023/12/27 11:51:14
上海工程技術大學與恒天翊電子有限公司合作共贏,校外實習基地成果豐碩
-
2023/12/23 17:28:02
SMT 元件與傳統元件的區別
-
2023/12/22 16:53:14
SMT貼片加工提高效率方法
-
2023/12/21 16:35:57
SMT貼片加工材料選用:要求、標準、方法
-
2023/12/20 17:21:20
恒天翊SMT貼片加工廠,助您實現高效生產 | 全面支持SMT加工服務
-
2023/12/15 15:24:09
SMT貼片加工行業趨勢
-
2023/12/14 16:33:47
SMT制程規范及SMT制程常見異常

 18902846986
18902846986恒天翊堅信質量是產品的靈魂,嚴守每一項標準、生產的每一道工藝、服務的每一個細節!